Сварка с проушиной и её варианты
От пищевой промышленности до аэрокосмической промышленности: там, где требуются высококачественные однородные сварные швы, многие заводы выбирают сварку TIG. Этот процесс можно сравнить с лимузином класса люкс, которому, однако, не хватает скорости. И этот факт быстро становится проблемой в сварочном производстве методом TIG. Его низкая скорость приводит к значительному снижению рентабельности, особенно в случае более толстых материалов, требующих многослойной сварки.
Видео применения лазерной сварки вы можете посмотреть на https://laser-form.ru/technologies/lazernaya-svarka-metalla-nerzhaveyushchey-stali-titana/.
Решением этой проблемы является сварка с сеткой, отвечающая одновременно двум критериям: безупречное качество сварки и высокие скорости сварки.
Что такое сварка сетки?
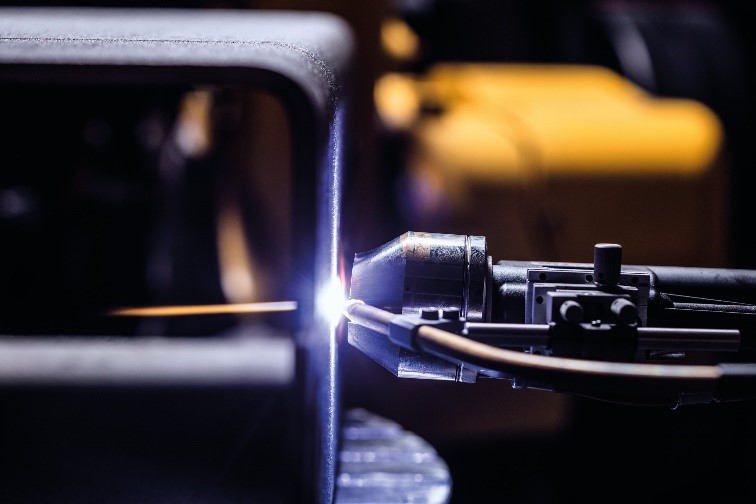
Технология сварки сетки основана на использовании сварочной дуги с исключительно высокой плотностью энергии. В отличие от сварки TIG, энергия дуги воздействует не на большую, а на маленькую площадь. В результате проникновение глубокое и узкое.
Что требует сварка с ушком?
Для сварки с сеткой необходимы металлы с плохой теплопроводностью. При плохой теплопроводности основного материала возникает точечная концентрация тепла, что создает условия для сварки с сеткой. В качестве материалов обычно используются высоколегированные или дуплексные стали. Зависимость следующая: чем лучше теплопроводность основного материала, тем хуже его сварка с сеткой.
При сварке легированных сталей методом сетчатой сварки необходимо учитывать, что по теплопроводности разные сплавы ведут себя совершенно иначе, чем чистые металлы. Никель, например, обладает хорошей теплопроводностью. Сплавы на основе никеля, напротив, уже являются плохими проводниками тепла — и поэтому хорошо подходят для сварки с сеткой.
Примеры сварочных свойств в зависимости от теплопроводности
Низкая теплопроводность
Хорошие условия сварки с сеткой
/ титаном
/ дуплексом
/ сплавами на основе никеля
/ хромоникелевыми сталями
Высокая теплопроводность
Неблагоприятные условия для сварки с сеткой
/ Медью
/ Алюминием
/ Никелем
Подготовка шва к сварке с ушком
Для получения хорошей формы корня сварочная дуга должна свободно светиться на нижней стороне материала. Свободное пространство должно быть не менее 8×8 миллиметров.
ПЛАЗМЕННАЯ СВАРКА С ПРОУШИНАМИ
Петлевая плазменная сварка часто используется при строительстве резервуаров и трубопроводов, а также аппаратов из химической и нержавеющей стали. Типичным применением является сварка стыковых соединений, подготовленных для «I», а также продольных и кольцевых швов в толстостенных трубах, резервуарах и полах.
Толщина материала колеблется от 3 до 10 миллиметров. При толщине стенки более 10 мм плазменная сварка с проушиной применяется в основном для сварки корневого слоя шва.